Contrôle Non Destructif CND
Pour commencer, cet article concerne le Contrôle Non Destructif CND. Par exemple, la technologie de contrôle des matériaux repose entre leurs propriétés, leurs morphologies structurales et les éléments qui les entourent.
En premier lieu, ce principe est souvent utilisé dans le domaine de la technologie des matériaux.
En ce qui concerne, le contrôle par magnétoscopie, il permet de mettre en évidence des discontinuités voire des fissures débouchantes profondes ou proches de la surface des matériaux.
Tout cela fonctionne précisément sur des matériaux ferromagnétiques. Tout en sachant que c’est le mécanisme fondamental par lequel certains matériaux comme le fer forment des aimants.
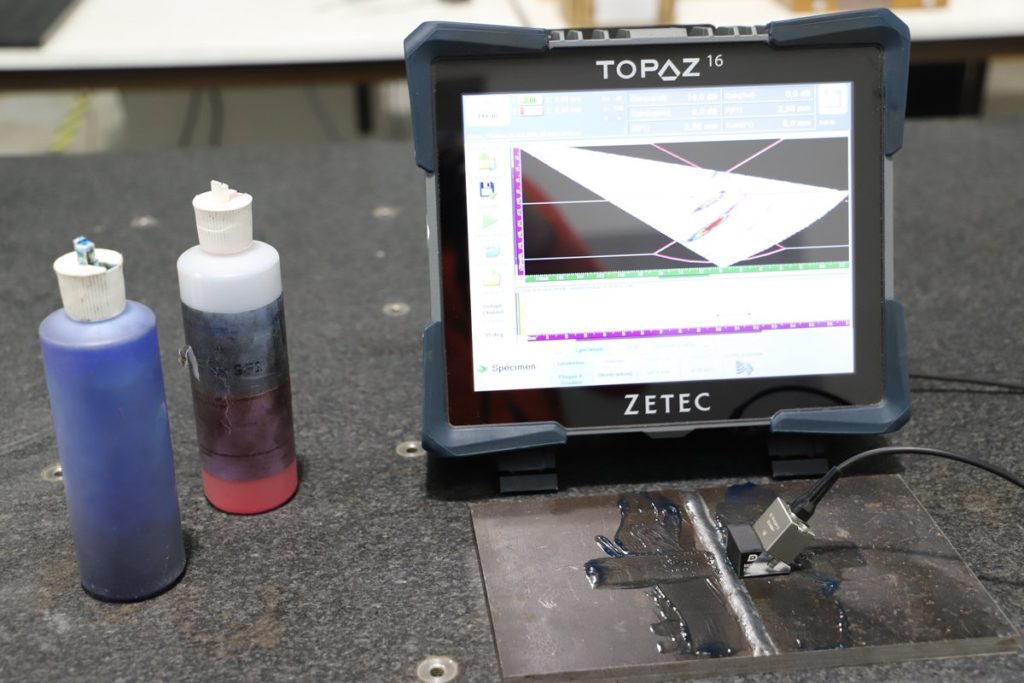
En conséquence, lors de la présence d’un défaut, le flux magnétique crée une fuite en attirant des particules métalliques qui sont ensuite visualisées par un produit révélateur (colorées ou fluorescentes).
Plus précisément cette technique consiste à créer un flux magnétique intense à l’intérieur d’un élément à contrôler.
Pour conclure cela fournit et explique la particularité du défaut.
Voir le lien interne ICI
Voir le lien influant ICI